I. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТРУБОПРОВОДОВ
Вихретоковый тестер только для сварочных швов круглых труб из углеродистой стали.
Сварной шов должен быть прямым и располагаться в положении «12 часов»..
При испытании круглых труб секторным зондом, для каждой трубы требуется один зонд определенного диаметра; количество зондов необходимо подтвердить перед размещением заказа в соответствии с наружным диаметром трубы.
Для проверки квадратных или прямоугольных труб с помощью плоского зонда, который может использоваться с одним зондом, рекомендуется приобрести два зонда: один для проверки, другой — в качестве резервного.
II. СИСТЕМА ЭКТ
ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ О ПРИБОРЕ ЭКТ
Параметры ЭСТ | |||
Частота | 2 частоты движения | Фильтр верхних частот | 0-500 Гц |
Канал | 2 канала | Фильтр нижних частот | 10-10000 Гц |
Максимальная скорость | 150 М/мин | Цифровой фильтр | 1-100 |
Диапазон частот | 64 Гц-5 МГц | Задержка начала/окончания | 0-32S |
Фаза | 0-359° с шагом 1° | Марк Делей | 0-200С |
Прирост | 0-90 дБ с шагом 0,5 дБ | Марка Продолжительность | 10 мс-32000 мс |
Режим отображения | различные режимы отображения | Часы | Внутренний/Внешний |
Коэффициент усиления (Y/X) | 0,1-10 | Источник питания | переменный ток 220 В/110 В |
Основные функции | |||
Тревога | Счетчик сигналов тревоги можно настроить в соответствии с различной степенью серьезности дефекта (то есть амплитудой дефекта). | ||
Предварительно заданные параметры | Настройки проверки для различных приложений можно сохранять в файлах и легко вызывать при необходимости. | ||
Отчет | Отчеты могут сохраняться автоматически или вручную. Все отчеты хранятся на компьютере, использующем вихретоковый метод, общий объем дискового пространства которого составляет около 500 ГБ. С помощью энкодера можно более точно определить местоположение дефекта. В статистическом отчете в Excel будет показано общее количество срабатываний сигнализации. | ||
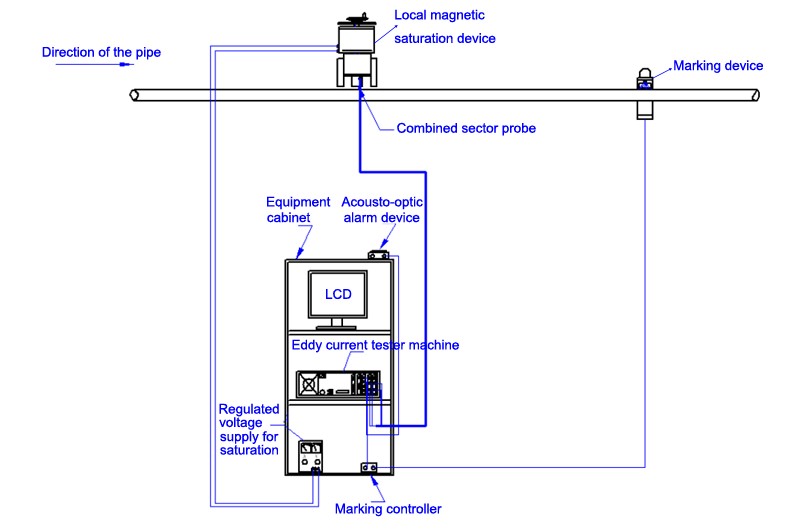
Установка | |||
Установка | Сатуратор следует устанавливать на значительном расстоянии от летящей пилы. после бака водяного охлаждения и перед определением размеров.Кроме того, необходимо удалить внешние заусенцы с трубки (если они есть). Следует предусмотреть место для магнитного сатуратора. Маркировочное устройство следует устанавливать после всех роликов и перед резкой. Для точного определения положения маркировки и расчета точной длины трубки для составления отчета необходимо установить энкодер. | ||
ЛОКАЛЬНЫЙ МАГНИТНЫЙ САТУРАТОР
После обработки (например, холодной вытяжки, термообработки, ротационной экструзии и соединения и т. д.) внутренняя часть ферромагнитного материала будет демонстрировать явную неоднородность намагниченности. Поскольку шумовой сигнал, вызванный неоднородностью намагниченности, больше, чем сигнал отклика дефекта, обнаружить сигнал дефекта будет сложно. Поэтому необходимо использовать устройство магнитного насыщения для подавления шумового сигнала ферромагнетизма и повышения чувствительности тестирования и глубины проникновения электромагнитного поля.

КОМБИНИРОВАННЫЙ ЗОНД
Комбинированный зонд объединяет в себе дифференциальную и абсолютную катушки. Он может использоваться как два зонда (один дифференциальный и один абсолютный) и позволяет обнаруживать множество типов дефектов для эффективного и всестороннего тестирования, таких как продольные и поперечные дефекты, дефекты с резкими и медленными изменениями.
Направляющая втулка используется для обеспечения стабильного прохождения трубы через центр зонда и для обеспечения хорошего магнитного насыщения трубы. Пользователи также могут изготовить направляющую втулку самостоятельно.


ЭККОДЕР С ДЕРЖАТЕЛЕМ

ШКАФ ДЛЯ ПРИБОРОВ

Для проверки сварки труб, проверки труб в режиме онлайн/оффлайн, проверки прутков, проверки проволоки и т. д. Работая с различными датчиками и аксессуарами, эта машина может выполнять различные функции. Например, с устройством насыщения его можно использовать для контроля ферромагнитных материалов; Благодаря специальным сварочным щупам его можно использовать для проверки качества сварки онлайн или вручную..
УЗНАТЬ БОЛЬШЕ
Проверка трубопрокатного завода EEC-30S ECT может использоваться для проверки труб в режиме онлайн/автономно, проверки прутков, проволоки инспекция и так далее. Этот прибор, оснащенный двумя каналами, может одновременно получать как дифференциальные, так и абсолютные сигналы. Работая с различными датчиками и аксессуарами, эта машина может выполнять различные функции. Например, с устройством насыщения его можно использовать для контроля ферромагнитных материалов; Благодаря специальным сварочным зондам его можно использовать для проверки качества сварки в режиме онлайн или вручную.
УЗНАТЬ БОЛЬШЕХочет получать последние обновления! Бесплатно зарегестрироваться.





















